- id_12373469
- Version: 1.13
- Date: Dec 16, 2019 2:20:46 PM
XRMB Coil Replacement
Prerequisites
| Required persons | Preliminary requirements | Procedure | Finalization |
|---|---|---|---|
| 3 | - | 8 hours | - |
| Item | Quantity | Effectivity | Part number | Manufacturer |
|---|---|---|---|---|
| Extension Cord | 1 | - | - | - |
| Non-absorbent protective clothing (long sleeve shirt and pants), one set per person | 1 | - | - | - |
| PPE: non-magnetic safety shoes, safety glasses, and gloves | 1 set per person | - | - | - |
| Flash PPE | 1 | - | - | - |
| Floor Sign, Warning: Authorized Personnel Only (included in Safety Signage Kit 46-258770G4 | 1 | - | - | - |
| Gradient Coil Insertion Kit | 1 | - |
2164744-6 or later |
- |
| HDv Passive Shim Tray Extraction Tool | 1 | - |
5172460 |
- |
| Non-magnetic Torque Wrench | 1 | - |
5534134 or 5537507 |
- |
| Non-Magnetic Tools Kit | 1 | - |
5112581 |
- |
| XRMB Water Removal Pump Kit | 1 | - |
5269683 |
- |
| 5 Gallon Bucket | 1 | - |
2239133 |
- |
| Air Seal | 1 | - |
5313540 |
- |
| Nitrile Gloves | one pair per person | - |
46-194427P400 |
- |
| Item | Quantity | Effectivity | Part number | Manufacturer |
|---|---|---|---|---|
| Isopropyl Alcohol, 70%, USFS-200 | 1 | - | - | - |
| Cable Ties | 100 | - | - | - |
| Red Loctite #271 (check expiration date) | 1 | - | - | - |
| Blue Loctite 243 (check expiration date) | 1 | - |
5415261-2 |
- |
| Clean Lint-Free Towels (Kimwipes) | AR | - | - | - |
| XRMB Coolant Fluid (approximately 15 gallons of coolant fluid is needed for each XRMB installation) | 4 cartons of 4 – one gallon containers | - |
5174313-4 |
- |
| Scotch Brite pad | 1 | - | - | - |
| Black Sharpie pen | 1 | - | - | - |
| Nylon Tie Wraps | As needed | - | - | - |
|
| Condition | Reference | Effectivity |
|---|---|---|
|
At least one person performing this procedure must have taken training course GEHC-TECH-AMOL-CT530-01_CURR. |
- | - |
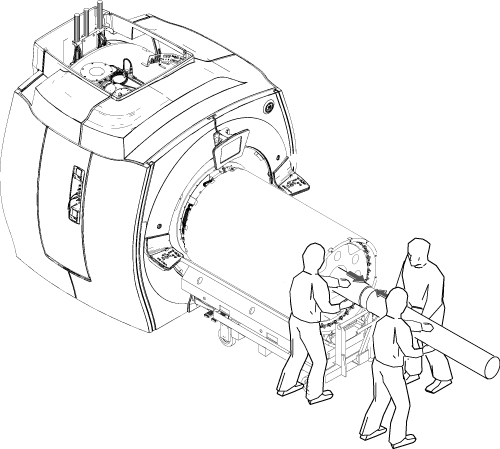
Overview
This procedure describes the replacement of the XRMB coil in the 1.5T LCC and 3.0T LCC300 magnets.
This procedure requires disposal of coolant. Inform the customer that coolant disposal is needed and then follow the proper customer coolant disposal procedure.
This procedure requires the gradient coil cable connections to be torqued. Order the torque wrench before you start this procedure.
Getting Started
Procedure
- Order the non-magnetic torque wrench before starting this procedure.
 caution
caution- Perform the following lockout/tagout procedures.
-
LOTO on the PGR PDU/gradient subsystem
-
LOTO on the RF amplifier and PEN cabinet (magnet room electronics)
-
LOTO for the heat exchanger cabinet (HEC)
All LOTO procedures are found in the MR Service Safety Manual, PN 5452735.
-
- Remove the patient support bridge. See Bridge and Longitudinal Drive Belt Replacement.
- Remove the magnet enclosure rear end bell. See Rear End Bell Removal and Installation .
- Remove the magnet enclosure front end bell. See Front End Bell Removal and Installation.
- Remove the RF body coil. See RF Body Coil Replacement.
- If the magnet is ramped, remove all passive shim trays from
the XRMB coil before the installation and store them in a safe place.
See applicable documentation containing procedures for removing the
passive shim trays. Passive shim trays are highly ferrous. Heed all
warnings in the Safety section above.
Procedure for replacing shim trays can be found in the Magnet and Cryogens Subsystem Manual.
-
(For MR750) See Direction Number 5500099.
-
(For MR450) See Direction Number 2325852.
-
 |
XRMB Coil Water Removal
Procedure
- caution
- Verify that the coolant circulation pump is turned off and the LOTO procedures are implemented for the coolant line services and HEC. See the MR Service Safety Manual, PN 5452735.
- note:Turn off both PVC valves in XRMB coolant supply (blue hose) and return line (black hose).
Wear nitrile gloves when performing coolant removal.
Figure 1. Draining Manifold Coolant
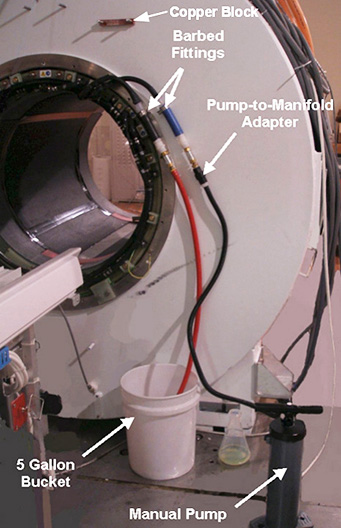
- Place an empty five gallon bucket close to the service end to accept discharge coolant.
- caution
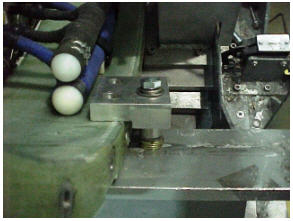
- note:To remove the XRMB manifold hoses from the PVC valves, use wrenches to unthread the barb fitting from the PVC valve.
Do not cut the barb fittings out of the hoses unless the XRMB coil needs to be drained and returned. This process ensures there will be enough length of hose to reconnect the fitting to the valve.
The connection between hose and fitting is pressure only. To properly remove hose from fitting, carefully cut a slit on the hose but do not damage the water fitting. If coil needs to be drained, carefully make a slit on the manifold hose and slide it off the barb to disconnect the supply manifold from the fitting. Repeat for return line. Retain fitting at the site.
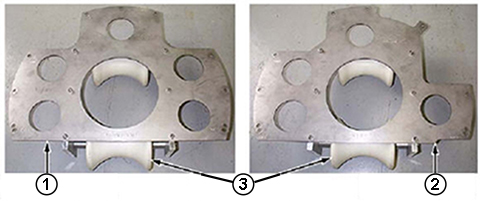
Figure 2. Barb Fitting and Valve

- notice
- Slowly disconnect the supply and then the return manifold from the valve. Drain fluid into bucket.
- Disconnect the coolant inlet and outlet lines from the XRMB coil.
- Join the supply and return manifold together using a cable tie; kink, if necessary. (This is to form a closed loop of the coolant line so water will not spill out during the XRMB coil removal.)
- Connect pump air hose to the water supply line on the XRMB coil.
- Pump the air pump and observe the coolant draining from the XRMB coil. Continue to drain coolant from the XRMB coil until no significant flow appears at the outlet draining into the container. This should take about five minutes.
- Follow customer procedure for proper disposal of coolant.
|
|
 |
Busbar Assembly Removal
Procedure
- Refer to XRMB Cable Busbar Replacement.
- caution
- Pull the busbar assembly off the magnet and carefully place it in a safe location.
- Discard the Nord-Lock washers because they will not be reused.
|
XRMB Gradient Coil Removal
Procedure
- Obtain the two tube guide roller assemblies (5308402) and XRMB
mounting plates (5161983, 5161985) from the gradient coil insertion
and lift kit shipping crate. Make sure the tube guide roller assemblies
are tightly attached to the XRMB mounting plates.
Figure 3. Roller Assembly and Mounting Plate
- Install the patient end mounting plate 5161985 (with a tube
guide roller assembly) on the gradient coil patient end and the service
end mounting plate 5161983 (also with a tube guide roller assembly)
on the gradient coil's service end. Use the M10 x 25 stainless steel
hex cap screws (46-318508P20) included in the gradient coil insertion
and lift kit.
Figure 4. Mounting Plates with Roller Assemblies
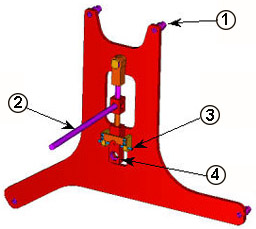
- Obtain tube support plate assembly 2284928-2 from the gradient coil insertion and lift kit shipping crate.
- Adjust the tube support plate assembly's horizontal adjustment
screws until the tube support bearing is centered left-to-right.
Figure 5. Support Plate
- Attach the tube support plate to the magnet service end using
the 100 mm M10 x 25 stainless steel studs (5303994), stainless steel
M10 nuts and washers included in the gradient coil insertion and lift
kit. Make sure the four extension spacers face towards the magnet
interface ring and nuts are securely tightened.
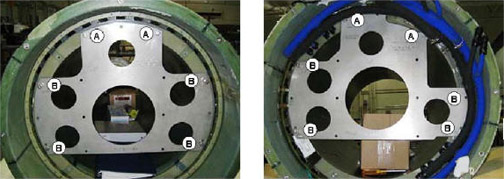
Figure 6. Support Plate Attached on Interface Ring
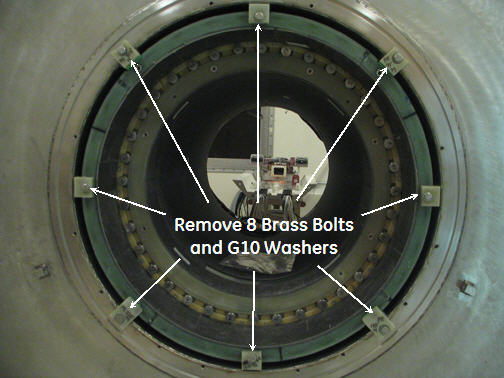
- Remove the 8 brass bolts and G10 washers securing the XRMB wedges
to the front of the magnet.
Figure 7. Removing Brass Bolts
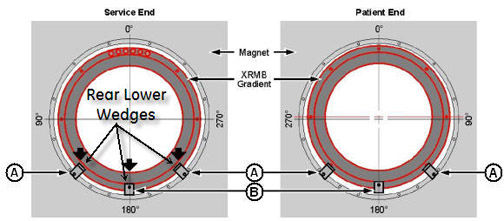
- Remove the wedges at 0°, 45°, 90°, 270° and 325° locations from the front of the magnet. Note the location of individual wedges because they are different.
- At the rear end of the magnet, remove four wedges from 45, 90,
270, and 325 degree locations. The three lower wedges (135, 180, and
225 degree) remain on the rear end of the magnet.
Figure 8. Lower Wedges
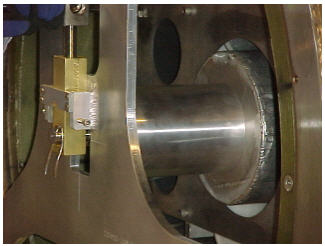
- Maneuver the gradient insertion cart to the patient end of the
magnet. Position the cart in front of the magnet with a gap of at
least 2 inches (50.8 mm) between the cart and the magnet interface
ring. The two-inch gap is required for lower wedges removal.
Figure 9. Two-inch Gap between Magnet and Cart

- Center the cart left to right with respect to the magnet bore.
- Release the hand lever on the cart handle to set the brakes. (This keeps the cart from moving after the cart is aligned with the bore.)
- warning
- Place the tube jack assembly (5191132) in the cart, and make
sure the back of the jack assembly fits properly into the cart.
Figure 10. Jack Assembly Placement

- Obtain the male insertion tube (2284929) and XRMB tube standoff
(5191626).
- Attach the tube standoff to the male insertion tube using the four-inch, 0.375-16 UNC hex socket screw (5303993) included in the gradient coil insertion and lift kit.
- After the standoff is secured to the tube, attach the tube pilot shaft to the standoff.
Figure 11. Attaching Standoff to Insertion Tube

- Remove the PVC shield from the brass thread of the male insertion
tube.
Figure 12. PVC Shield for Brass Thread

- Slide the male insertion tube, with the standoff attached, through
the tube guide roller assemblies at both sides of the XRMB.
- Push the pilot shaft through the support plate mounting bearing.
- Insert a nonmagnetic safety pin through the hole in the pilot shaft.
Figure 13. Tube Pilot Shaft and Support Plate
- notice
- With one person holding the male insertion tube to keep it from
rolling, two persons obtain the female insertion tube from the shipping
crate and thread the two tubes together. Do not overtighten tube connection,
because it may be difficult to remove after gradient coil replacement. note:
Each of the two pieces of the gradient insertion tool weighs less than 35 lb (15.9 kg).
Figure 14. Setting up Insertion Tube Assembly
- Recheck the centering of the cart left to right with respect to the magnet bore, and adjust the cart's longitudinal alignment if required.
- notice
- Raise the tube jack and the support plate mounting bearing simultaneously to lift the XRMB coil up.
Figure 15. Raising XRMB Coil

- Remove the lower 3 wedges from the front of the magnet only. (Should be able to freely rotate the coil.)
- Slowly push the XRMB coil out of the magnet bore while watching the clearances to the left, right, top and bottom. Adjust the tube jack and support plate mounting bearing as required to keep the gradient coil from touching the magnet bore surface.
- Rotate the XRMB coil until the return coolant line at service end is oriented downward.
- Gradually lower the tube jack and the support plate bearing until the weight of the XRMB coil settles on the cart.
- caution
- Properly secure XRMB coil to the cart.
Figure 16. Secure the Shipping Bracket
- Using three people, move the XRMB coil and cart out of the magnet
room.note:
Drain only if shipping the coil. See XRMB Coil Water Removal. Remove barb fitting if draining is necessary.
- Obtain the water removal pump kit.
Figure 17. Water Removal Pump Kit

- Connect the supply hose from the coolant removal pump kit to the supply manifold of the XRMB coil with the one-inch barb adapter.
- Place the return manifold hose into a container (5 gallons or
greater capacity). Allow the water to drain by itself for two to three
minutes, using the coolant removal barb adapter to drain hose as required.
- Start pumping with the hand pump.
- Observe the water level inside the container, and swap to a different container when the previous one is full.
- Repeat Step 27 until the water no longer drains from the XRMB coil.
- Close the coolant line loop by joining the supply and return manifold together.
|
|
|
Preparation Before Installing XRMB
Procedure
- Wipe the magnet bore using a clean towel and isopropyl alcohol.note:
Wear nitrile gloves when performing coolant removal.
Figure 18. Cleaning Magnet Bore

- Examine the electrical connection terminals at the XRMB coil
service end. Inspect the stud threads for any threadlocker residue.
Also, inspect the copper terminal surface for gauges, surface damage, and any epoxy or threadlocker contamination.
Clean as necessary with an abrasive pad and wipe clean with isopropyl alcohol.
- Remove the shipping brackets securing the XRMB coil to the cart.
Figure 19. XRMB Shipping Bracket
- Remove the gradient coil cradle fasteners, two per side, from
the cradle.
Figure 20. Removing Cradle Fastener

- Use a vacuum cleaner to clean the XRMB coil inside and out. Remove any possible metal dust/shavings from the coil.
- Obtain the two tube guide roller assemblies (5308402) and XRMB
mounting plates (5161983, 5161985) from the gradient coil insertion
and lift kit shipping crate. Make sure the tube guide roller assemblies
are attached to the XRMB mounting plates.
Figure 21. Roller Assembly and Mounting Plate
- Obtain the male insertion tube (2284929) and XRMB tube standoff
(5191626).
- Attach the tube standoff to the male insertion tube using the four-inch, 0.375-16 UNC hex socket screw (5303993) included in the gradient coil insertion and lift kit.
- After the standoff is secured to the tube, attach the tube pilot shaft to the standoff.
Figure 22. Attaching Standoff to Insertion Tube
- Remove the PVC shield from the brass thread of the male insertion
tube.
Figure 23. PVC Shield for Brass Thread
Installing XRMB in Magnet
Procedure
- Install the patient end mounting plate 5161985 (with a tube
guide roller assembly) on the gradient coil patient end, and install
the service end mounting plate 5161983 (also with a tube guide roller
assembly) on the gradient coil service end. Use the M10 x 25 stainless
steel hex cap screws (46-318508P20) included in the gradient coil
insertion and lift kit.
Figure 24. Mounting Plates with Roller Assemblies
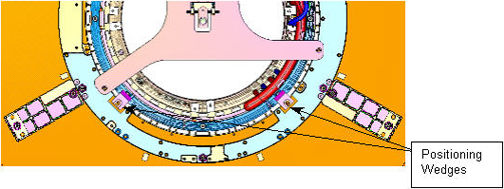
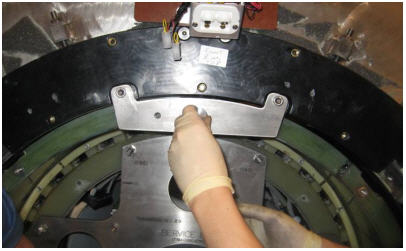
- Attach the 135° and 225° XRMB wedges (5154485) to the
service end magnet flange using one M10 x 30 brass bolt (5110638-64)
and two G10 flat washers (5146169).
- note:To allow future adjustment, tighten the bolt only enough to secure the wedges.
These two wedges serve as the positioning blocks for XRMB longitudinal (Z axis) alignment.
- Do not apply Loctite at this time.
Figure 25. Service End Positioning Wedges
- Maneuver the cart and XRMB coil to the patient end of the magnet.
Position the cart in front of the magnet with a gap of at least 2
inches (50.8 mm) between the cart and the magnet interface ring. (The
two-inch gap is required for lower wedges installation.)
Figure 26. Two-inch Gap between Magnet and Cart
- Center the cart left to right with respect to the magnet bore.
- Release the hand lever on the cart handle to set the brakes. (This keeps the cart from moving after the cart is aligned with the bore.)
- Raise or lower the cradle of the cart as required to align the
two support tub sections (tube support plate at the magnet and gradient
mounting plates at the XRMB) vertically.
Figure 27. Adjusting Cart Height

- warning
- Place the tube jack assembly (5191132) in the cart. Make sure
the back of the jack assembly fits properly into the cart.
Figure 28. Jack Assembly Placement
- Slide the male insertion tube, with the standoff attached, through the tube guide roller assemblies at both sides of the XRMB coil. Make sure the end with the standoff and pilot shaft faces towards the magnet.
- notice
- With one person holding the male insertion tube to keep it from
rolling, two persons obtain the female insertion tube from the shipping
crate and thread the two tubes together. Do not overtighten tube connection,
because it may be difficult to remove after gradient coil replacement.
Figure 29. Insertion of Tube Assembly
- Push the complete insertion tube assembly into the magnet bore.
Get the tube pilot shaft close to, but not touching, the tube support
plate.
Figure 30. Complete Insertion Tube Assembly

- Align the support plate mounting bearing with the tube pilot shaft by adjusting the vertical height of the support plate bearing using the stainless steel lever, and/or raising or lowering the cart.
- Recheck the centering of the cart left to right with respect to the magnet bore, and adjust the cart's longitudinal alignment if required.
- Push the pilot shaft through the support plate mounting bearing.
Insert a nonmagnetic safety pin through the hole in the pilot shaft.
Figure 31. Tube Pilot Shaft and Support Plate
- Raise the tube jack and support plate mounting bearing to lift
the XRMB coil up, keeping the coil approximately level with the magnet
bore while lifting. (You should be able to freely rotate the coil
when it is completely lifted off the cart.)
Figure 32. Raising XRMB Coil
- Rotate the XRMB coil, if necessary, until the electrical connection terminals at the XRMB service end are oriented upward.
- Slowly push the XRMB into the magnet bore while watching the clearances to the left, right, top, and bottom. Adjust the tube jack and support plate mounting bearing as required to keep the gradient coil from touching the magnet bore surface.
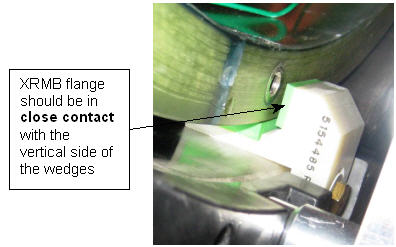
- Slowly push the XRMB until stopped by the two positioning wedges
(135° and 225°) already attached to the magnet service end
flange.
- Push the XRMB against the two wedges so that the coil end surface is in good contact with the vertical side of the two wedges.
- If necessary, raise the support plate bearing to gain more clearance between the coil and the lower wedges.
Figure 33. Longitudinal Positioning Wedge
- At the patient end of the magnet, attach the XRMB radial alignment tool (5266408) to the magnet interface ring at 0° (top) using M10 studs and nuts. (See Figure 36.)
- Slowly rotate the XRMB coil to align its 0° bolt hole with
the slot opening in the radial alignment tool. After aligned, put
the thumbscrew through the alignment tool slot and thread it into
the 0° hole in XRMB coil.
Figure 34. Using Radial Alignment Tool
- Apply red Loctite (#271) to the 135° and 225° holes
in the patient end magnet flange. (Shake the Loctite bottle before
using.)
- Attach the 135° and 225° wedge to the magnet flange using one M10 x 30 brass bolt (5110638-64) and two G10 flat washers (5146169).
- Tighten the brass screws firmly to secure the wedges.
Figure 35. Installing Lower Wedges
- Repeat Step 20 for the 180° wedge.
- Repeat Step 20 at the service end to secure the 135°, 225°, and 180° wedges at this end.
- notice
- Slowly lower support plate bearing and tube jack. The full weight
of the XRMB is now loaded onto the six lower wedges.
Figure 36. Lowering XRMB with Radial Alignment Tool Attached

- Use the same method as described in Step 20 and install
the 90° and 270° wedge to both ends of the XRMB coil.
Figure 37. Installing Middle Wedges
- Use the same method in Step 20 to install
the 45° and 315° wedges to both ends of the magnet.
Figure 38. Installing Upper Wedges
- Remove the radial alignment tool. Replace the original screws in the magnet interface ring.
- Use the same method as in Step 20 to install the 0° wedge to the patient end of the XRMB coil.
|
|
Finalization
Procedure
- Restoring insertion tool kit:
- Move the cart out of the magnet room.
- While one person is holding the male insertion tube at the service end, the other person unthreads the female insertion tube from the assembly. It takes two people to return it to the shipping crate.
- Remove the safety pin from the pilot shaft of the male insertion tube, and the male insertion tube from the magnet.
- Disassemble the standoff from the male insertion tube, restore the pilot shaft to the tube, and return all components to the shipping crate.
- Remove the two mounting plates with the tube guide roller assembly from the XRMB and place them back to the shipping crate.
- Remove the tube support plate and studs from the magnet, and return them to the shipping crate.
- For XRMB electrical connection, refer to XRMB Cable Busbar Replacement.
- Place a new Nord-Lock washer over each stud.note:
The busbar/gradient coil connection is very important. Always use new Nord-Lock washers. Each Nord-Lock washer should be correctly oriented–torque on the nut.
Figure 39. Nord-Lock Washers

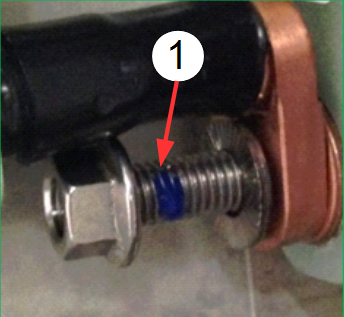
- Put two drops of Loctite 243 on the exposed thread of the stud.
(Shake the Loctite bottle before using.)
Do not get Loctite on the Nord-Lock washer. Hand-tighten the new stainless steel nut on the stud.
Discard the old washers.
Figure 40. Loctite on Stud
- danger
- notice
- notice
- notice
- Set the torque wrench to 25 ft-lbs or 33.9 Nm. Install 15 mm
socket on the extension.note:
Make sure that the arrow on the torque wrench is visible. If the arrow is not visible, the torque wrench will not “click” when the proper torque is reached.
Figure 41. Arrow on Non-magnetic Torque Wrench

- Torque the nut in the direction of the arrow until the torque
wrench reaches the break point.note:
Proper torque to the nuts holding the busbar lugs is critical to the long-term stability of the gradient subsystem.
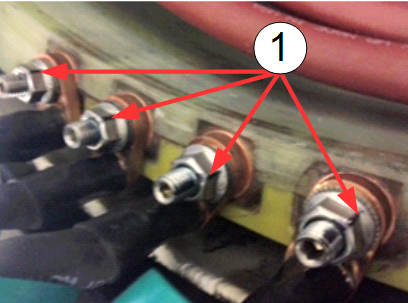
- Using a Sharpie pen, place a line from the base of the stud
to the nut.
Figure 42. Stud and Nut Marked to Show Torque Position
- Repeat this for all the stainless steel flanged nuts.
- Perform a second torque operation at each nut to confirm the proper torque of the nut. (Twice for each nut.)
- If the nut has moved more than one flat from the original position, you must re-torque for a third time.
- If re-torqueing is necessary, remark the torque position (line) on the nut and stud.
- Install the safety cover.
-
Inspect the flame-retardant material (white cloth) for tears or internal damage. Replace safety cover if liner is damaged. See FRU list for part number.
-
Confirm that the material extends just beyond the edge of the safety cover on all sides.
-
Inspect each M8x12 stainless steel screws and remove any old threadlocker residue with alcohol, as necessary.
-
Apply one drop of Loctite to the thread of each M8x12 stainless steel screw.
-
Tighten the two M8X12 mm stainless steel screws.
-
- Place a new Nord-Lock washer over each stud.
- If the barb fitting was cut out of the XRMB coolant hose connection:
- Verify that the hose has a straight or perpendicular cut.
- Push the hose onto the fitting.
- If the barb fitting remained in the manifold hose:
- Apply Teflon tape (two layers) to the one-inch male threads.
- When looking at the free end of the valve, rotate it six full, clockwise revolutions to start threading the barb fitting into the valve, and tighten firmly with wrenches to prevent leaks.
- Open the PVC valves at the coolant hose and XGD heat exchanger.
- Turn on the XGD heat exchanger, and start the gradient coil
coolant circulation.
-
Immediately examine the hose connection at the XRMB service end. If any water leakage is observed, stop the coolant circulation, and retighten fitting to the valve.
-
If required, add more coolant fluid to the tank at XGD heat exchanger.
-
- Restore all passive shim trays to the XRMB coil in the correct
order.
-
WARNING: Passive shim trays are highly ferrous. Heed all warnings in Safety section above.
-
Procedure for replacing shim trays can be found in the Magnet and Cryogens Subsystem Manual.
-
(For MR750) See Direction Number 5500099.
-
(For MR450) See Direction Number 2325852.
-
-
- Reinstall the RF body coil as described in RF Body Coil Replacement.
Have the previously contacted, properly trained body coil tuning expert tune the RF body coil.
- Apply air seal along the ID on the XRMB endplate (service end only).
Figure 43. Applying Air Seal to XRMB (Service End)

- Reinstall the end bells.
-
For the front end bell, see Front End Bell Removal and Installation.
-
For the rear end bell, see Rear End Bell Removal and Installation.
-
- Reinstall the patient support bridge. See Bridge and Longitudinal Drive Belt Replacement.
- Remove LOTO.
-
LOTO on the PGR PDU/gradient subsystem
-
LOTO on the RF amplifier and PEN cabinet (magnet room electronics)
-
LOTO for the heat exchanger cabinet (HEC)
All LOTO procedures are found in the MR Service Safety Manual, PN 5452735.
-
- Perform the following calibrations.
-
note:
If necessary, perform passive shim by referring to the magnet manual.
-
- Perform a SaveINFO to capture the new calibration values